器件认知
电烙铁头(也称焊咀zuǐ )

1.电烙铁头选型:


以上依次为:尖型(I型) 圆锥形(B型) 一字批咀型/凿状/扁型(D型)
刀型(K形) H型(鸭咀状) 斜切圆柱型/马蹄型(C型)
尖型(I型):适合精细焊接,或焊接空间狭小的情况,也可以修正焊接芯片时产生的锡桥。
圆锥形(B型):适合一般焊接,无论焊点大小,都可以使用。
一字批咀型/凿状/扁型(D型):用两边进行焊接,适合需要多锡量的焊接,例如焊接面积大、粗端子、焊垫大的焊接环境。
刀型(K形):用刀面进行焊接,适用拉焊,适用于SOJ、PLCC、SOP、QFP、电源、接地部份元件、修正锡桥、连接器等焊接。
斜切圆柱型/马蹄型(C型):用烙铁头前端斜面部份(一般为45°)进行焊接,适合需要多锡量的焊接。有的烙铁头只有斜面部份有镀锡层,焊接时只有斜面部份才上锡。适用焊接面积大、粗端子、焊点大的情况。
2.电烙铁头的保养:
焊锡作业结束后烙铁头必须留锡。(保证烙铁头不被氧化,延长烙铁头使用寿命)。
海绵

海绵的作用:清洁异物、去除氧化层。电烙铁的头是铜芯的,铜在长时间加热状态下会氧化成黑色氧化铜,还有少量的氧化锡,所以烙铁头表面会覆盖一层氧化铜膜和氧化锡,阻止了锡的附着。用加热了的电烙铁在高温海绵上来回磨几下就可以去掉那层氧化层和氧化锡,利于锡的附着。
海绵浸润的方法:泡在水里清洗,轻轻挤压海绵,可挤出3~4滴水珠为宜,每隔一段时间需要重新浸润。
浸润需适量:水过量,铁温度会急速下降,锡渣就不容易落掉。水量过少,海绵会被烧焦,诱发焊锡不良。水份适量时,烙铁头接触的瞬时,水会沸腾波动,达到清洗的目的。
电烙铁头接触海绵的方法:利用海绵孔及边轻轻的均匀的擦动清洗烙铁头,避开海绵上已清洗等异物。
补充:每次在焊接开始前都要清洗烙铁头。
酒精的作用:清洗电路板、去除多余助焊剂。
注:松香溶于酒精。
助焊剂
助焊剂的组成:
成膜剂、活化剂、扩散剂、溶剂。
助焊剂的指标:
- 可焊性:指标非常关键,它表示助焊效果,以扩展率来表示,为了保证良好的焊接,一般控制在80-92之间。
助焊剂的作用:
(1)清除污物:清除焊接金属表面的氧化物。
(2)防止氧化:在焊接物表面形成液态的保护膜﹐隔离高温时四周的空气﹐防止金属面的再氧化。
(3)增加焊锡流动性:减小表面张力,降低焊锡表面张力,增加流动性。
(4)快速焊接:焊接的瞬间可以让熔融状的焊锡取代,顺利完成焊接。
助焊剂类型:
1.松香(焊锡丝内部往往加入了松香作为助焊剂)

2.焊锡膏(有一定腐蚀性)

焊锡丝
焊锡丝简单分类:
有铅焊锡丝和无铅焊锡丝(优)。
焊锡丝的组成:主要是由锡合金以及助焊剂两个部分组成的。
焊锡丝的指标:
- 熔点:有铅焊锡丝 焊接温度为:260±15℃, 无铅焊锡丝 焊接温度为:330±20℃。
焊锡丝选型:
熔点低。
含铅量低。
表面光泽度要高。
质量好的焊锡丝一般是1000g在七八十元以上。云南白猴牌的,国内最好的焊锡丝,500g大概60元。友邦500g大概70左右。
焊锡丝好坏辨别:
眼看:看焊锡丝表面的亮度,越光亮越好,好的焊锡丝的颜色是黑亮色、闪亮色【有铅】,或银白色【无铅】而不是乌黑色。好的锡丝应光滑,有光泽,无氧化,发黑现象!(高品质的焊锡丝都有一层膜保护,以避免氧化)。
手摸:柔软性,含铅量高往往比较硬;好的焊锡丝发白发亮,用手擦拭不容易涂到手上,而含铅量高的锡丝则发黑,用手擦拭容易黑手。
焊接准备
工具:电烙铁、湿润海绵、清洁球(用来剐锡)、焊锡丝、松香、酒精等。
开始:
电烙铁充分冷却。用细细的砂纸慢慢打磨烙铁头,打磨至烙铁头不发黑了,插上电,把烙铁头插在松香里,等温度到了,注意!从插上电开始加热到可以融化锡必须一直插在松香里!温度到了后就把锡溶在烙铁头上,直到烙铁头全部挂满锡。
清除烙铁上的焊锡、异物、黑色氧化杂质:
有以下几种方法:
加锡在电烙铁刀头上,然后湿润的海绵(不滴水为准)上擦拭烙铁头,反复擦拭。重复加锡-擦拭的步骤直到烙铁头重回金属光泽。(忌用锉刀打磨或者砂纸打磨,因为会损坏其电镀金属从而寿命大大的减少。)



注意事项:
焊接时,烙铁头长期处于高温状态,很容易氧化并沾上一层黑色杂质。正确处理黑色氧化杂质的方法是:加锡在电烙铁刀头上,然后湿润的海绵(不滴水为准)上擦拭烙铁头,反复擦拭。重复加锡-擦拭的步骤直到烙铁头重回金属光泽,忌用锉刀打磨或者砂纸打磨,因为会损坏其电镀金属从而寿命大大的减少。
烙铁头的温度太高,就会氧化,上不了锡的,上好锡的都会黑掉。上锡时要将烙铁头的氧化层除去,才能上锡。
在长时间未使用时应在烙铁头上加上锡,防止烙铁头氧化,造成无法粘锡。
电烙铁充分冷却。用细细的砂纸慢慢打磨烙铁头,打磨至烙铁头不发黑了,插上电,把烙铁头插在松香里,等温度到了,注意!从插上电开始加热到可以融化锡必须一直插在松香里!温度到了后就把锡溶在烙铁头上,直到烙铁头全部挂满锡。
烙铁头上一定要有锡,那样可以防止烙铁头氧化;烙铁头上沾满碳化助焊剂,烙铁便不能够溶锡把足够的热量传送到焊点上。
焊接方法
手工焊接方法:

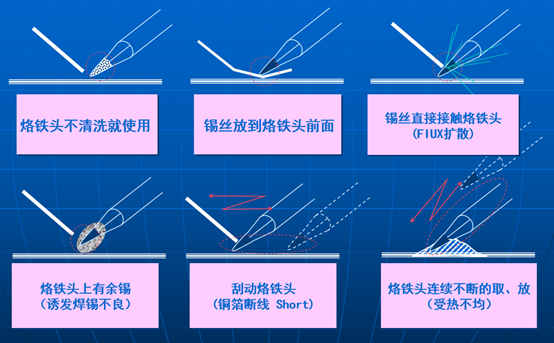
错误的焊接方法:
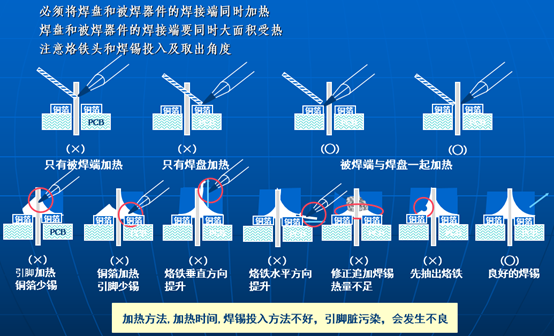
一般器件的焊接方法:
必须将焊盘和被焊器件的焊接端同时加热,焊接先抽离焊锡丝再抽离烙铁头,角度为45度。
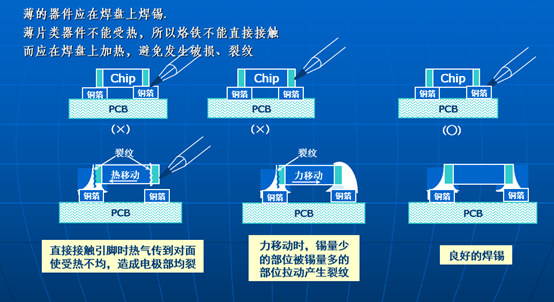
薄片类器件的焊接方法:
薄的器件应在焊盘上焊锡,薄片类器件不能受热,所以烙铁不能直接接触,而应在焊盘上加热,避免发生破损、裂纹。
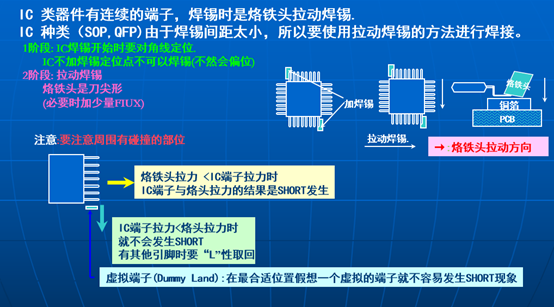
IC类器件焊接方法:
IC 种类(SOP,QFP)由于焊锡间距太小,所以要使用拉动焊锡的方法进行焊接。
焊接技巧:
焊左上和右下两个引脚,使芯片固定。
拉动焊接。
待补充
问题总结
电烙铁头不沾锡的现象:
温度过高超过350℃,容易使电烙铁头沾锡面发生剧烈氧化。氧化后不容易粘锡。
使用前未将烙铁头的沾锡面吃锡或使用过程中刀头沾锡面沾锡过少。预先未沾锡,焊接不沾锡。
“干烧” 电烙铁头 ,如:焊台开着不使用,而电烙铁头表面无上锡,会引起电烙铁头快速氧化。
使用的助焊剂是高腐蚀性的,从而引起电烙铁头快速氧化。
接触到有机物如塑料、润滑油或其它化合物。
使用不纯的焊锡或焊丝中助焊剂中断。
惯用的处理办法:
是用小刀刮去电烙铁头氧化层,露出没有被空气氧化的铜。然后,放进松香盒里蘸一下,再沾上锡,就可以正常使用了。但用这种方法清除的不彻底,同时,长期刮下去,烙铁咀会变细而影响传热,导致温度下降,甚至损坏烙铁咀。
快速高效的处理方法是:
手握电烙铁木柄,把氧化了的烙铁咀浸入盛有酒精的容器中,经1~2分钟取出,氧化物就彻底、干净地除掉了,烙铁咀焕然一新。这是因为氧化铜和酒精加热后,产生了化学反应,又还原了铜,对电烙铁头没有腐蚀作用。
备注:如果烙铁头沾满碳化助焊剂,烙铁咀便不能够溶锡把足够的热量传送到焊点上,因为
烙铁咀是必须要透过溶锡作为媒介传送热量的。 此外,
烙铁头镀铁层会因为溶锡不足而外露
氧化,再加上锡和铁的金属间化合物氧化,烙铁咀便会迅速被损耗。在高温情况下更容易产
生此现象,所以应尽量降低烙铁头温度。